
Большинство людей, которые варят полуавтоматом, выставляют параметры на глаз, ориентируясь на звук дуги и внешний вид шва. Это рабочий подход, который приходит с опытом, но понимание того, что происходит внутри процесса, помогает быстрее найти причину проблемы и исправить ее осознанно, а не методом проб и ошибок.
В этой статье
Почему все современные полуавтоматы инверторные
Старые сварочные трансформаторы работали на частоте 50 Гц — такой же, что и бытовая сеть. Чтобы получить нужные токи, трансформатор должен был быть большим и тяжелым, отсюда и характерные габариты советских аппаратов весом 30-50 кг.
Инверторный аппарат сначала преобразует переменный ток сети в постоянный, потом снова в переменный, но уже на частоте 20-100 кГц. На такой частоте трансформатор нужен во много раз меньше, отсюда компактность и малый вес современных полуавтоматов. Побочный эффект высокой частоты преобразования — стабильная дуга, которая меньше реагирует на колебания напряжения в сети. Для сельской местности или при работе от генератора это важно: старый трансформатор при просадке напряжения терял дугу, инвертор держит ее значительно увереннее в тех же условиях.
Актуальный каталог инверторных полуавтоматов с доступными ценами, официальной гарантией и ежедневной отправкой по Украине можно посмотреть в магазине OPTOWEEK optoweek.com.ua/svarochnye-poluavtomaty — опытные менеджеры помогут подобрать расходники и комплектующие под конкретную задачу.
Сварочный ток: что за ним стоит
Сварочный ток определяет количество тепла, которое выделяется в зоне сварки. Больше ток — глубже провар, быстрее плавится металл и присадочная проволока. Меньше ток — шов ложится поверхностнее, риск непровара на толстом металле возрастает.
Общий ориентир: на каждый миллиметр толщины металла нужно примерно 30-40 А. Лист 2 мм — около 60-80 А, металл 4 мм — 120-160 А. Это отправная точка, от которой корректируют под конкретные условия.
Напряжение дуги связано с током напрямую: при увеличении тока напряжение тоже растет. На большинстве полуавтоматов оба параметра регулируются отдельно, и это дает гибкость. Повышение напряжения при том же токе делает дугу длиннее и шире, шов становится более плоским и широким. Снижение напряжения дает более узкий и выпуклый шов с глубоким проваром.
Скорость подачи проволоки и как она связана с током
Это тот параметр, который новички часто не до конца понимают. Скорость подачи проволоки и сварочный ток должны быть согласованы между собой. Проволока, которая подается слишком быстро при недостаточном токе, не успевает расплавиться полностью и начинает утыкаться в ванну — слышен характерный треск вместо ровного шипения. Если проволока подается слишком медленно при высоком токе, дуга горит нестабильно, шов получается с прожогами и крупными брызгами.
Правильно подобранные параметры дают ровный звук дуги, который опытные сварщики описывают как «шипение» или «треск жарящегося масла».
Типичные проблемы при сварке и их причины
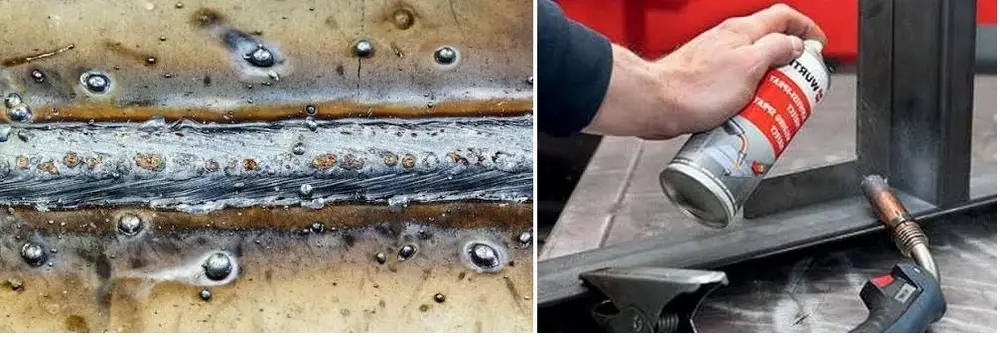
Крупные брызги
Самая частая жалоба сварщиков. Причин несколько: слишком высокое напряжение при недостаточной скорости подачи, загрязненный металл (ржавчина, масло, краска), изношенный или забитый токосъемный наконечник в пальнике. Антипригарный спрей на сопло пальника снижает налипание брызг и упрощает уборку, но не устраняет причину их появления.
Поры в шве
Пористость появляется когда газовая защита нарушена. Варианты, что проверить: закончился газ в баллоне, засорилось сопло пальника, слишком большой или слишком маленький расход газа, сквозняк в зоне сварки сдувает защитное облако. Проверяйте сопло перед работой и следите за расходом газа на ротаметре — для большинства задач достаточно 8-12 л/мин.

Подрез
Это канавка вдоль края шва, которая ослабляет соединение. Возникает при слишком высоком токе или слишком быстром движении горелкой. Решение простое: снизить ток или замедлить ведение.
Непровар
Шов лежит сверху, но металл под ним не сплавился. Причина почти всегда в недостаточном токе для данной толщины металла или слишком быстром движении. На металле с ржавчиной или окалиной непровар случается чаще даже при правильных параметрах — поверхность стоит зачистить перед сваркой.

Пальник и расходники: то, о чем забывают
Состояние пальника сильно влияет на качество сварки. Забитое или деформированное сопло нарушает газовую защиту. Изношенный токосъемный наконечник дает нестабильный контакт с проволокой, дуга начинает «прыгать». Погнутый или засаленный канал подачи проволоки создает неравномерную скорость подачи, которую никакими настройками аппарата не компенсировать.
Наконечник меняют по мере износа, обычно это заметно по ухудшению стабильности дуги. Сопло чистят от брызг после каждой рабочей сессии. Канал подачи продувают сжатым воздухом раз в несколько месяцев при интенсивной работе.
Проволока хранится в сухом месте. Проволока с ржавчиной на поверхности портит наконечник быстро и дает нестабильную дугу — экономия на расходниках в этом случае выходит дороже.